
Co dzieje się po przesłaniu pliku do druku 3D — od weryfikacji modelu do gotowej części
Po przesłaniu pliku STL lub STEP zaczyna się weryfikacja decydująca o powodzeniu całego procesu. Inżynier ocenia cyfrową geometrię pod kątem poprawności siatki trójkątów, ciągłości struktury oraz minimalnej grubości ścian. Zignorowanie ukrytych wad pliku powoduje przerwanie nawarstwiania materiału w połowie pracy urządzenia. Dopiero akceptacja całkowicie zamkniętej bryły i wyeliminowanie błędów pozwala przejść do definiowania gęstości wypełnienia.
Jak przebiega weryfikacja modelu STL?
Programy typu slicer od razu wskazują uszkodzone obszary siatki i nakładające się na siebie płaszczyzny. Model cyfrowy musi być całkowicie zamkniętą bryłą, w której nie ma luk ani odwróconych normalnych grożących awarią. W najpopularniejszej technologii FDM minimalna grubość pojedynczej ścianki wynosi od 1 do 2 mm. Zachowanie tego parametru gwarantuje odpowiednią stabilność przestrzenną podczas nakładania warstw uplastycznionego polimeru.
W naszej pracowni 3DEX LAB każdy nadesłany plik weryfikujemy pod kątem spójności topologicznej. Taka ręczna analiza bryły przed uruchomieniem maszyn eliminuje ryzyko załamania struktury i oszczędza tworzywo.
Kryteria wyboru technologii i materiału
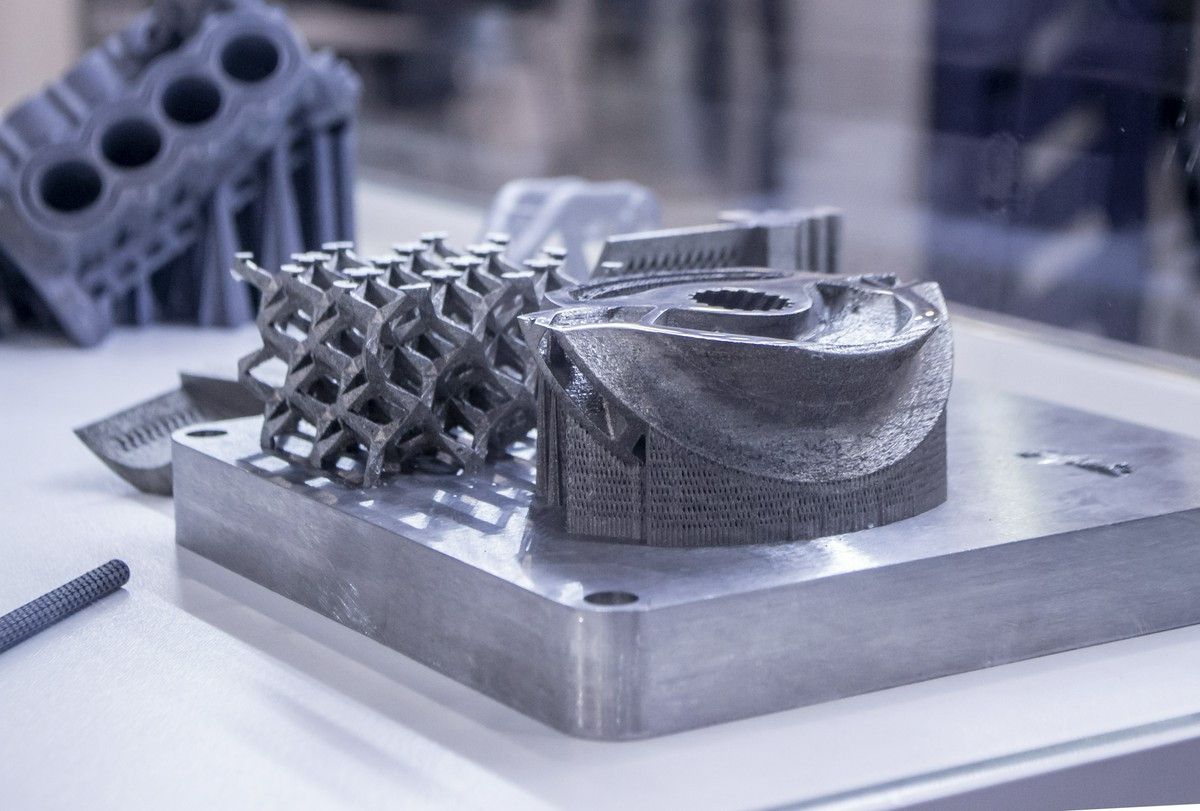
Przeznaczenie projektowanego detalu bezpośrednio determinuje rodzaj użytej metody przyrostowej. Technika FDM bazująca na wytrzymałych termoplastach pokroju PLA i PETG sprawdza się doskonale przy dużych gabarytach oraz obudowach maszyn. Z kolei metoda DLP oparta na żywicach fotopolimerowych precyzyjnie odwzorowuje detale o wielkości ułamków milimetra. Zaawansowane systemy DMLS wykorzystujące spiekanie proszków metalicznych stanowią idealny wybór do elementów pracujących w skrajnych temperaturach.
Ostateczny filament zawsze dopasowuje się do środowiska zewnętrznego obiektu. Analizując wytyczne dla branży motoryzacyjnej, w naszej praktyce uwzględniamy przede wszystkim kontakt ze szkodliwymi smarami i odporność na ciągłe drgania.
Kiedy warto odtworzyć obiekt z rysunku?
Brak gotowego pliku przestrzennego zmusza operatora do opracowania wirtualnej geometrii na podstawie dokumentacji dwuwymiarowej. Cyfrowa rekonstrukcja obejmuje wnikliwe pomiary uszkodzonego detalu i zaprojektowanie wewnętrznych struktur wzmacniających cały korpus. Przeniesienie zniszczonego trybu przekładni do środowiska wektorowego pozwala przywrócić sprawność wycofanym z rynku mechanizmom.
Nasz zespół tworzy w pełni wymiarowe formaty bryłowe z dostarczonych odręcznych szkiców. Zbudowany w ten sposób wirtualny rzut przesyłamy do akceptacji przed ułożeniem ścieżek narzędzia.
Przygotowanie cyfrowej bryły do produkcji
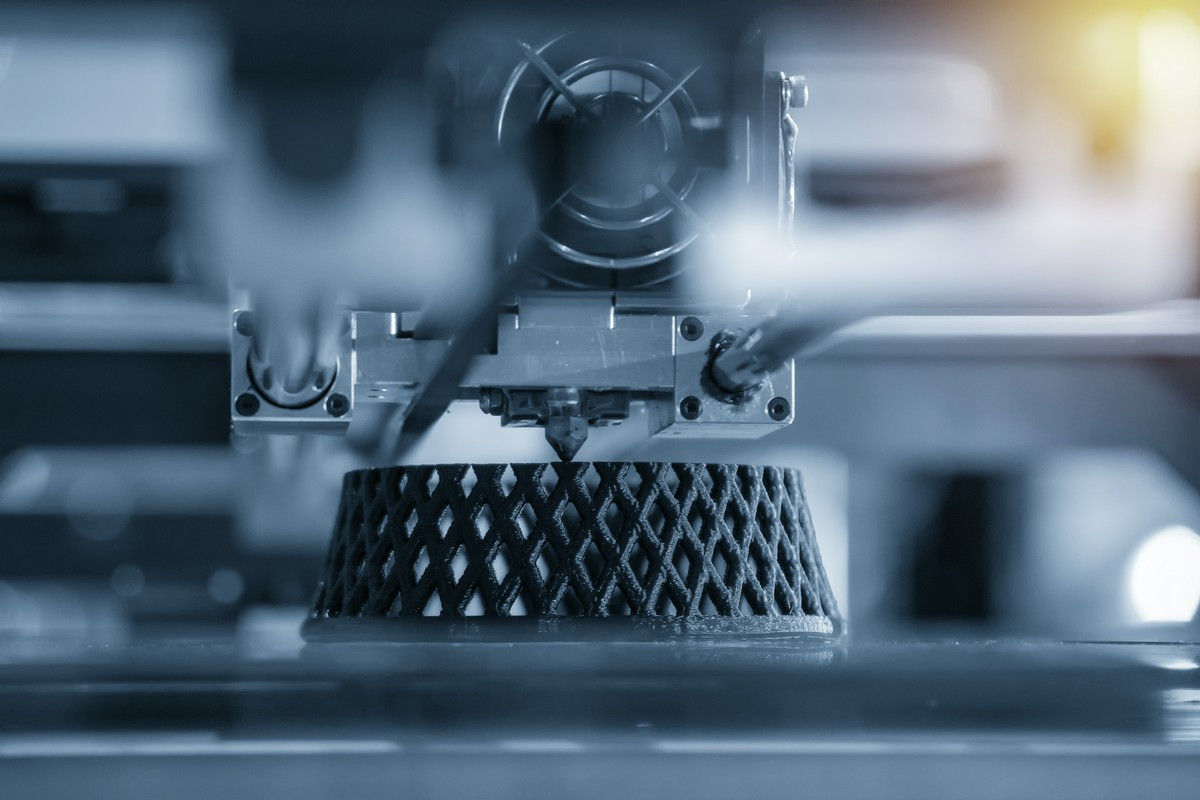
Prawidłowa orientacja modelu na stole roboczym drukarki minimalizuje zużycie materiału na struktury podtrzymujące i drastycznie podnosi wytrzymałość osiową. Płaszczyzny wykazujące przewieszenia o kącie nachylenia przekraczającym 45 stopni zawsze wymagają sztucznego podparcia zapobiegającego swobodnemu opadaniu płynnego materiału. Ustawienia oprogramowania definiują także wysokość pojedynczej warstwy w zakresie od 0,1 do 0,3 milimetra.
Mniejsza grubość osadzanej ścieżki gwarantuje gładką powłokę zewnętrzną, jednak proporcjonalnie wydłuża czas nakładania. Konfigurujemy parametry cieplne i szybkość ruchów tak, aby zmaksymalizować spójność strukturalną obiektu.
Co obejmuje kontrola jakości po wydruku?
Zakończenie układania materiału inicjuje fazę chłodzenia oraz weryfikacji wymiarowej zgodności elementu z bazowym projektem. Komponenty wyjęte z komór maszyn FDM przechodzą proces mechanicznego odrywania struktur pomocniczych i wygładzania charakterystycznych prążków powstających na krawędziach. Wydruki stworzone przy użyciu żywic fotoutwardzalnych wymagają obowiązkowego płukania w alkoholu izopropylowym i naświetlania w lampach UV.
Taki rygorystyczny proces post-processingu stabilizuje wiązania chemiczne i nadaje detalowi ostateczną trwałość. Przeprowadzamy dokładne oględziny zewnętrznej powłoki pod kątem ewentualnych mikropęknięć.
Szybka iteracja przy lokalnym odbiorze
Bezpośredni odbiór wydruku pozwala inżynierowi natychmiastowo przetestować spasowanie gwintów i zamków zatrzaskowych. Realizując zlecenia na druk 3D w Bydgoszczy, umożliwiamy klientom wprowadzanie błyskawicznych korekt w modelu i uruchomienie poprawionej partii tego samego dnia. Wyeliminowanie usług kurierskich i dni wolnych w transporcie znacząco usprawnia testowanie innowacji.
Osobiste spotkanie ułatwia fachowe omówienie zachowania struktury pod różnym obciążeniem. Zwinne sprzężenie zwrotne w cyklu wytwórczym stanowi kluczowy aspekt zaawansowanego prototypowania.
Jakie informacje ułatwią start zlecenia?
Sprawna realizacja i trafna wycena kosztów zależą bezpośrednio od podania szczegółowych parametrów środowiska roboczego. Wymagane wytyczne pozwalają wskazać konkretny termoplast o odpowiedniej gęstości, sztywności i udarności.
Przed zleceniem produkcji elementów należy koniecznie określić:
- stałe i zmienne siły mechaniczne oddziałujące na płaszczyzny,
- stopień narażenia na promieniowanie słoneczne lub silne rozpuszczalniki,
- oczekiwaną precyzję spasowania poszczególnych styków,
- łączną liczbę potrzebnych egzemplarzy i termin dostawy.
Przekazanie jasnych obostrzeń projektowych w pierwszej wiadomości obniża ryzyko czasochłonnego przeprojektowywania bryły. Jeśli planujesz seryjną produkcję mechanicznie obciążanych zamienników, dobrym krokiem jest skonsultowanie wyboru stopu materiałowego jeszcze przed finalnym wyeksportowaniem układu trójkątów.
Realizacja zamówienia na druk 3D składa się z wieloetapowej weryfikacji cyfrowej geometrii, optymalizacji ustawień slicera oraz precyzyjnego post-processingu. Kluczowe znaczenie ma dobór technologii FDM, DLP lub DMLS do warunków pracy detalu. Prawidłowa orientacja modelu i usunięcie podpór zapewniają wytrzymałość osiową oraz estetykę powierzchni. Lokalna współpraca przyspiesza iteracje projektowe, umożliwiając szybkie wdrożenie poprawek i testowanie prototypów.
FAQ
Jakie rozszerzenia plików są najbardziej pożądane w druku przyrostowym?
Najczęściej stosowanymi formatami są STL oraz STEP. Pierwszy z nich opisuje geometrię za pomocą siatki trójkątów, natomiast drugi zachowuje precyzyjne dane matematyczne o bryle. Formaty te umożliwiają poprawne wygenerowanie ścieżek narzędzia w oprogramowaniu sterującym drukarką.
Czym różni się obróbka wydruków z żywicy od tych z tworzyw termoplastycznych?
Wydruki żywiczne wymagają kąpieli w alkoholu izopropylowym i dodatkowego naświetlania promieniami UV w celu pełnego utwardzenia. Elementy z termoplastów FDM przechodzą głównie obróbkę mechaniczną, taką jak usuwanie podpór i szlifowanie powierzchni. Każda z tych metod wymaga innych narzędzi do uzyskania finalnej gładkości.
Czy można zamówić wydruk 3D, nie posiadając umiejętności modelowania CAD?
Proces wytwórczy może zacząć się od dostarczenia odręcznego szkicu lub dokumentacji 2D. Na tej podstawie projektuje się trójwymiarową bryłę, dbając o odpowiednie grubości ścian i tolerancje wymiarowe. Gotowy model cyfrowy jest zawsze przesyłany do akceptacji przed uruchomieniem maszyny.
Related posts
-
 Jakie filamenty warto mieć od ręki, gdy projekt 3D nie może czekać
Dostępność materiału do druku przestrzennego na miejscu drastycznie skraca czas realizacji pilnych prototypów i...Czytaj więcej
Jakie filamenty warto mieć od ręki, gdy projekt 3D nie może czekać
Dostępność materiału do druku przestrzennego na miejscu drastycznie skraca czas realizacji pilnych prototypów i...Czytaj więcej -
 Dlaczego szybki prototyp wymaga krótkiej analizy funkcji przed pierwszym wydrukiem
Analiza funkcji detalu decyduje o ostatecznym sukcesie pierwszej wersji fizycznego modelu. Prawidłowa ocena warunków...Czytaj więcej
Dlaczego szybki prototyp wymaga krótkiej analizy funkcji przed pierwszym wydrukiem
Analiza funkcji detalu decyduje o ostatecznym sukcesie pierwszej wersji fizycznego modelu. Prawidłowa ocena warunków...Czytaj więcej -
 Od skanu do metalowego prototypu — kiedy DMLS ratuje uszkodzony element
Uszkodzony element maszyny lub samochodu często nie ma kompletnej dokumentacji technicznej. W takiej sytuacji...Czytaj więcej
Od skanu do metalowego prototypu — kiedy DMLS ratuje uszkodzony element
Uszkodzony element maszyny lub samochodu często nie ma kompletnej dokumentacji technicznej. W takiej sytuacji...Czytaj więcej