
Jakie filamenty warto mieć od ręki, gdy projekt 3D nie może czekać
Dostępność materiału do druku przestrzennego na miejscu drastycznie skraca czas realizacji pilnych prototypów i napraw maszyn. Gdy uszkodzony mechanizm wymaga wymiany fizycznego detalu jeszcze tego samego dnia, czekanie na kuriera z hurtowni opóźnia cały proces. Lokalny odbiór surowca pozwala szybko przywrócić sprawność linii produkcyjnej i błyskawicznie przetestować nowe założenia konstrukcyjne.
Dlaczego dostępność filamentu przyspiesza produkcję?
Odbiór materiału z magazynu na miejscu ucina średnio od 24 do 48 godzin z całego cyklu tworzenia części. Brak opóźnień logistycznych pozwala na natychmiastowe rozpoczęcie pracy maszyny i weryfikację kształtu. Jako bydgoska pracownia 3DEX LAB wiemy, że w przypadku awarii sprzętu każda godzina przestoju generuje wymierne straty. Dlatego udostępniamy sprawdzone szpule bezpośrednio z naszych półek, omijając łańcuch dostaw.
PLA i PETG jako idealna baza do modeli koncepcyjnych
Oba polimery stanowią doskonałą bazę do tworzenia brył wizualnych oraz prostych elementów, które nie pracują pod wysokim obciążeniem. Polilaktyd (PLA) przetłacza się płynnie w przedziale 185–230°C, zachowując niesamowitą ostrość najdrobniejszych krawędzi. Z kolei PETG drukowany w temperaturach rzędu 240–260°C oferuje większą elastyczność i świetną przyczepność międzywarstwową. W naszej codziennej praktyce projektowej używamy ich do pierwszych iteracji i fizycznych testów pasowania obudów.
Kiedy warto sięgnąć po elastyczne TPU lub mocny ABS?
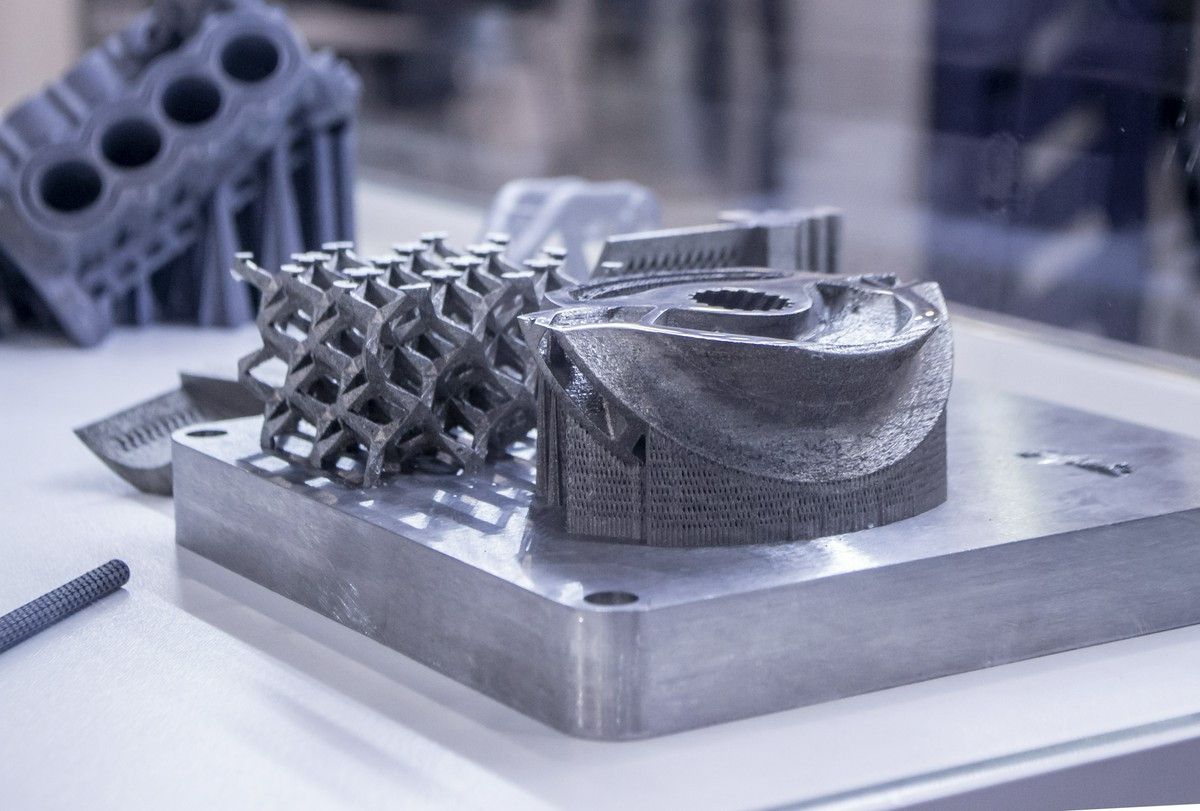
Części pracujące w trudnych warunkach wymagają tworzyw odpornych na ścieranie, ciągłe zginanie lub podwyższoną temperaturę otoczenia. TPU gwarantuje wydłużenie przy zerwaniu na poziomie 300–600%, co czyni go niezastąpionym przy odlewaniu uszczelek czy wibroizolatorów. Natomiast ABS bez problemu znosi pracę w okolicach 100°C oraz wytrzymuje silne obciążenia udarowe.
| Typ materiału | Optymalna temperatura | Kluczowa właściwość | Główne zastosowanie |
|---|---|---|---|
| PLA | 185–230°C | Bezproblemowy druk | Bryły wizualne, figurki |
| PETG | 240–260°C | Odporność chemiczna | Proste części osłonowe |
| TPU | 220–250°C | Skrajna elastyczność | Uszczelki, odbojniki |
| ABS | 240–260°C | Stabilność termiczna | Obciążone mechanizmy |
Wpływ wilgoci i temperatury na strukturę filamentu zwanego potocznie żyłką
Większość termoplastów wykazuje silną higroskopijność, przez co bardzo szybko pochłania wodę wprost z powietrza. Nadmiar wilgoci powoduje gwałtowne odparowanie cieczy w dyszy, co skutkuje mikropęknięciami i drastycznym spadkiem wytrzymałości całego detalu. Kupując lokalnie filament 3D w Bydgoszczy, warto zwracać baczną uwagę na sposób jego magazynowania przez sprzedawcę. Zgromadzone szpule przechowujemy w szczelnych pojemnikach z silikażelem oraz wymuszamy obróbkę w aktywnych suszarkach tuż przed startem maszyny.
Jak odróżnić surowiec wizualny od technicznego?
Zasadnicze kryterium podziału stanowi zachowanie wydrukowanej struktury pod wpływem sił fizycznych i zewnętrznej temperatury pracy. Prototypy wizualne stawiają na gładkość powierzchni i ukrycie warstw, dlatego świetnie współpracują z podstawowym polilaktydem. Detale inżynieryjne muszą przenosić naprężenia tnące i pracować w agresywnych smarach, co wymusza zastosowanie ABS lub poliwęglanu. Dobierając odpowiedni surowiec dla klientów zamawiających części z naszej firmy, zawsze wnikliwie analizujemy wektory sił w docelowym układzie. Jeśli planujesz produkcję funkcjonalnych zamienników, dobrym krokiem jest wcześniejsza konsultacja parametrów wytrzymałościowych wybranego polimeru.
Większy zapas materiału a ciągłość produkcji
Wybór żyłki z jednej partii produkcyjnej gwarantuje pełną spójność odcienia oraz identyczną średnicę na całej długości szpuli. Zastosowanie wkładów typu refill drastycznie redukuje ilość plastikowych odpadów i zapewnia spokój podczas wielogodzinnych zleceń. Przy projektach obejmujących kilkadziesiąt sztuk identycznych elementów zawsze rezerwujemy materiał z tym samym numerem seryjnym. Eliminuje to niebezpieczne ryzyko nagłej zmiany kalibracji głowicy w połowie długiego procesu.
Co decyduje o ostatecznym wyborze tworzywa?
Sukces wytworzonej części stanowi zawsze wynik kompromisu pomiędzy czasem wykonania a wymaganą fizyczną odpornością gotowego komponentu. Szybki dostęp do bazy materiałowej redukuje logistyczną niepewność i pozwala od razu zweryfikować teoretyczne założenia w rzeczywistości.
Najważniejsze zasady weryfikacji przed rozgrzaniem stołu:
- Szybkość realizacji: surowiec dostępny z półki obcina cały dzień z harmonogramu prac inżynieryjnych.
- Warunki środowiskowe: agresywna chemia i wysoka temperatura natychmiast dyskwalifikują standardowe tworzywa.
- Typ uderzenia: nagłe naprężenia punktowe wymagają elastycznego wygięcia, a nie wyłącznie wysokiej sztywności.
Świadoma i szybka analiza tych trzech czynników daje ostateczną gwarancję, że zamontowana osłona lub uszczelka nie zawiedzie w kluczowym momencie cyklu produkcyjnego.
Lokalna dostępność materiałów do druku 3D skraca proces prototypowania o kilkanaście godzin. Wybór między PLA a PETG zależy od przeznaczenia modelu, natomiast TPU i ABS sprawdzają się w wymagających warunkach technicznych. Kluczowym aspektem utrzymania wysokiej jakości wydruków jest ochrona surowców przed wilgocią. Dobór właściwego tworzywa na podstawie wektorów sił i temperatury pracy gwarantuje niezawodność gotowych komponentów.
FAQ
Czy każdy rodzaj filamentu wymaga suszenia przed rozpoczęciem druku?
Większość tworzyw termoplastycznych jest higroskopijna i chłonie wilgoć z otoczenia, co drastycznie obniża jakość wydruku. Szczególnie wrażliwe są materiały techniczne jak nylon czy TPU, które najlepiej poddawać procesowi suszenia w aktywnej suszarce bezpośrednio przed użyciem.
Jak sprawdzić, czy wybrany filament wytrzyma zaplanowane obciążenia mechaniczne?
Należy przeanalizować kartę charakterystyki materiału (TDS) pod kątem parametrów takich jak wytrzymałość na rozciąganie oraz udarność. W praktyce części przenoszące duże naprężenia najlepiej drukować z ABS lub poliwęglanu, zwracając szczególną uwagę na orientację modelu względem osi Z.
Czym różni się filament typu refill od standardowej szpuli?
Refill to materiał nawinięty wyłącznie na tekturowy rdzeń, pozbawiony plastikowych boków, co stanowi rozwiązanie bardziej ekologiczne i tańsze. Do jego prawidłowej eksploatacji wymagana jest szpula wielorazowego użytku, która stabilizuje zwoje żyłki podczas pracy ekstrudera.
Czy kolor filamentu może wpływać na jego właściwości fizyczne?
Różne barwniki i dodatki uszlachetniające mogą nieznacznie zmieniać optymalną temperaturę topnienia oraz przyczepność międzywarstwową tworzywa. Przy precyzyjnych projektach technicznych warto stosować materiały z tej samej partii produkcyjnej, aby wyeliminować ryzyko wystąpienia różnic w skurczu materiałowym.
Related posts
-
 Dlaczego szybki prototyp wymaga krótkiej analizy funkcji przed pierwszym wydrukiem
Analiza funkcji detalu decyduje o ostatecznym sukcesie pierwszej wersji fizycznego modelu. Prawidłowa ocena warunków...Czytaj więcej
Dlaczego szybki prototyp wymaga krótkiej analizy funkcji przed pierwszym wydrukiem
Analiza funkcji detalu decyduje o ostatecznym sukcesie pierwszej wersji fizycznego modelu. Prawidłowa ocena warunków...Czytaj więcej -
 Co dzieje się po przesłaniu pliku do druku 3D — od weryfikacji modelu do gotowej części
Po przesłaniu pliku STL lub STEP zaczyna się weryfikacja decydująca o powodzeniu całego procesu. Inżynier ocenia...Czytaj więcej
Co dzieje się po przesłaniu pliku do druku 3D — od weryfikacji modelu do gotowej części
Po przesłaniu pliku STL lub STEP zaczyna się weryfikacja decydująca o powodzeniu całego procesu. Inżynier ocenia...Czytaj więcej -
 Od skanu do metalowego prototypu — kiedy DMLS ratuje uszkodzony element
Uszkodzony element maszyny lub samochodu często nie ma kompletnej dokumentacji technicznej. W takiej sytuacji...Czytaj więcej
Od skanu do metalowego prototypu — kiedy DMLS ratuje uszkodzony element
Uszkodzony element maszyny lub samochodu często nie ma kompletnej dokumentacji technicznej. W takiej sytuacji...Czytaj więcej